


Posted to News on 9th Jun 2016, 15:55
A simpler way for machines and robots to interact
Yaskawa is launching MotoLogix, a new-generation control interface that enables direct integration of robot control within a PLC-based control system, which means that programming can be performed by control engineers who have no prior experience of programming robots.
The interaction between machines and robots is vital for efficient industrial manufacturing. For a long time programming, control and error elimination for the two systems had to be carried out separately. However, thanks to the development of a well-established interface, robots can be integrated directly into a PLC even more simply and without previous knowledge of robots.
Originally, the two systems were programmed and operated separately from one another via the PLC and robot control. However, while it is still technically possible, this conventional interaction between robots and machines involves a number of issues that can now be solved more simply. For example, when using the conventional method operators have to be trained not just in international PLC standards but also possess skills in robot programming and control. Furthermore, redundant programming procedures mean that the source of failure is not always evident, making it difficult to eliminate errors quickly and easily. Solutions have been put forward since the turn of the millennium, usually attempting to integrate machine control systems in robot control.
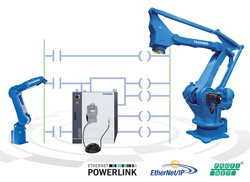
Given that PLCs are now high capacity controllers and can be expanded on a modular basis, the approach today is the direct opposite: the robot is integrated directly in the machine via the PLC as one of many elements. For example, Yaskawa offers a highly effective option where its MotoLogix interface, developed in association with Rockwell, enables Motoman robots to be programmed and controlled quickly and easily via the PLC.
The MotoLogix interface allows co-ordination of all the axes of a production facility with the robot motion. It comprises a hardware unit and software for programming the robot via a Rockwell PLC. The communications protocols currently supported are Ethernet/IP, Powerlink and Profinet.
MotoLogix has a library of function blocks already prepared in all language options, so operators can work directly via the library. Integration of robot control in the PLC retains the full range of benefits, bit sequences for servos are no longer required and the robot control calculates motion kinematics to ensure high motion quality. Whether machine loading, picking, packaging, placing, palletising, measuring, testing or sorting, the robots, along with the relevant control systems, bring their full capabilities to bear in all types of handling. Normally, the robot is incorporated in the production facility as a slave and integrated as an additional axis, so conveyor belt synchronisation is also possible.
Synchronised motions and synchronised robots
The conveyor belt tracking system enables the manipulator to find objects on the conveyor belt even if they have shifted during conveyance, while sensors and cameras allow synchronised motions to be effected as part of complex procedure systems. Currently, MotoLogix can be used to synchronise up to eight robots.
According to the conventional method of having robots and machines interact with each other, machines were programmed and controlled via the PLC and robot programming was carried out using a teach pendant. Here, the job structure and motion points are saved in the robot control system while a parallel operating structure and component administration has to be undertaken in the PLC. The jobs are then called up via the PLC by means of a bus with job creation and maintenance requiring expertise in operating robots, so special training had to be provided.
With MotoLogix, however, full and direct robot control is through the PLC, where movements are initiated and tracked, so there is no need for knowledge of robot operation. Path control itself is via the DX200 robot controller, ensuring that the benefits are retained, particular for motion precision and speed stability. Nothing else is required for the initial start-up.
The robot is connected and directly embedded in the PLC and the human machine interface (HMI) via MotoLogix. This means that all data is saved in the PLC without any storage limit. Another important benefit is that the data can easily be displayed graphically on the HMI and it is also possible to have individual items displayed, such as a company logo or application-specific processes.
Simple integration of robot control in the PLC pays off not just when operating complex production facilities. With MotoLogix, PLC skills are sufficient to be able to control robots. This means that searching for personnel with robot training or investing in retraining is no longer necessary.
MotoLogix enables all Yaskawa robots with a DX200 controller to be integrated in complex production systems in a simple, straightforward way. The robot is programmed and operated directly via the PLC. This also eliminates error sources, which have often posed challenges in the past simply in terms of identification. The HMI can be used to create varying and individualised graphic displays, and the extensive Yaskawa library is available. Thanks to the Yaskawa DX200 robot controller, motion precision and speed stability are fully guaranteed.
Go to www.yaskawa.eu.com for further details about the MotoLogix control interface.
Want the latest machine building news straight to your inbox? Become a MachineBuilding member for free today >>













